
对于许多公司来说,除了激光焊接保证的速度外,满足传统方法如TIG或MIG/MAG通常无法保证的质量要求也很重要。越来越多的情况下,这些标准决定了您的公司是否能赢得合同或通过审核。了解激光焊接的特点,焊缝的外观,如何评估以及认证过程。这些知识将使您能够安全地在生产中实施激光技术并避免批次被拒。
焊接与焊缝 - 值得记住的区别
焊接是连接金属的过程。焊缝是这个过程的结果,即熔化并凝固形成接头的材料。在分析激光焊接时,仅谈论技术是不够的;您需要评估焊缝:其形状、渗透深度、微观结构和机械参数。正是焊缝决定了接头是否能满足质量标准。
为什么这种区分很重要?
因为进入质量文档并接受检查员审查的不是工艺描述,而是焊缝本身。如果它不符合标准,整个生产批次可能被拒绝,无论使用的焊接技术多么先进。
想了解更多关于如何为您的需求选择合适的激光焊机?阅读:激光焊机综合指南,您将找到关于可用型号及其应用的详细信息。
激光焊缝与TIG、MIG/MAG相比如何?
-
经验丰富的TIG焊工可以实现均匀、宽阔的焊缝,具有美观的鳞片状表面,但这个过程需要极高的精确度且非常缓慢。
-
MIG/MAG允许更快的焊接,但焊缝更宽,飞溅更多,通常需要后期处理。
-
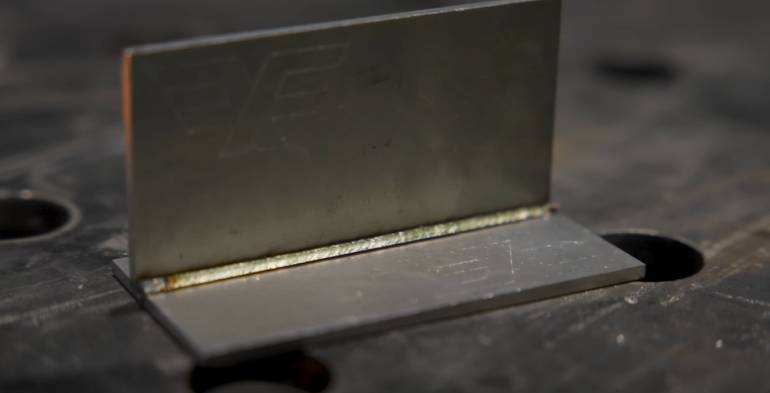
激光焊接由于其高精度,创造出窄而深的焊缝,允许连接甚至复杂形状,特别适合不锈钢或要求严格的铝合金等材料。它光滑,几乎没有飞溅,通常不需要用单独的设备进行打磨或矫直周围材料。
关键区别在于热影响区(HAZ)小。在激光焊接中,它是最小的,这意味着变形更少,保留了基础材料的机械性能。对于薄板来说,这意味着可以实现焊缝而不会有翘曲或烧穿的风险。
激光焊接 - 工艺与TIG、MIG/MAG有何不同?
与电弧不同,这里的激光源是以聚焦光束形式点状引入的能量。没有电弧,没有电极 - 有的是可以精确控制到毫米十分之一的光束。
这在实践中意味着什么?
-
过程是非接触式的,消除了手动方法中存在的许多人为错误,
-
它需要更好的接头准备:最小间隙和精确的材料清洁,边缘必须完全干净,没有油漆和氧化物,
-
在大多数情况下,焊缝是自生成的(无填充材料),尽管可以选择使用焊丝,这与MIG/MAG不同,后者中焊丝是基本填充材料,
-
参数(功率、速度、光斑直径、保护气体)通过数字控制,允许实时校正并确保过程的可重复性;因此,加载程序后,几乎任何人都可以独立开始焊接并持续获得良好结果。
对激光焊接的实际应用感兴趣?查看:手持式激光焊机Fanuci 5.0 PRO GenX - 精密焊接工作的理想解决方案,最大限度地减少最终处理的需要。
激光焊缝的质量控制和认证
激光焊接不仅在外观上脱颖而出,在控制严格性方面也是如此。每个焊缝都必须根据标准通过测试,且工艺必须经过正式认证。
质量测试
-
目视检查(VT) - 评估表面轮廓、连续性、无切口和裂缝,
-
渗透检测(PT) - 检测表面微裂纹,特别是在高合金材料中,
-
射线检测(RT) - 内部控制,检测气孔和渗透不足,
-
超声波检测(UT) - 用于较厚的焊缝。
机械测试
作为技术认证和生产验收的一部分,进行以下测试:
-
弯曲测试,
-
拉伸测试,
-
冲击测试,
-
焊缝和热影响区的硬度测试(HV)。
焊接过程中的焊缝质量等级

标准PN-EN ISO 13919-1(钢材)和13919-2(铝材)定义了三个级别,其中高质量由以下类别精确确定:
-
B - 最高质量,缺陷容差最小(如航空、核能),
-
C - 工业结构的标准水平,
-
D - 在负载较小的结构中允许更大的不合格。
激光作为一种工艺通常可以达到B级,前提是准备和参数选择得当。
想了解如何在激光焊接中实现最高精度?看看精密激光焊接使用Fanuci设备如何革新您的生产。
文件和标准
要使工艺得到认可,以下内容至关重要:
-
WPS(焊接工艺规范) - 定义焊接参数的工作站指导,
-
WPQR(焊接工艺认证记录) - 基于样品测试确认技术认证的文件。
该领域的基本标准是:
-
EN ISO 15614-11 - 激光焊接技术认证,
-
EN ISO 13919-1/2 - 焊缝质量等级,
-
EN ISO 9606-1/2 - 焊工和操作员资格认证。
没有有效的WPQR和WPS文件,激光焊缝将不会被UDT检查员或分类协会接受。
总结
精密激光焊接可以创建窄而光滑的焊缝,工艺的清洁度和可重复性使其成为革新焊接行业标准的技术。激光技术能够达到最高的焊缝质量等级,即使在最苛刻的行业中也期望的水平。如果您正在考虑在公司中实施激光焊接,并想了解哪些标准、程序和测试将适用于您的生产,请安排与专家的免费咨询。